鉄筋加工・組立て
加工・組立て
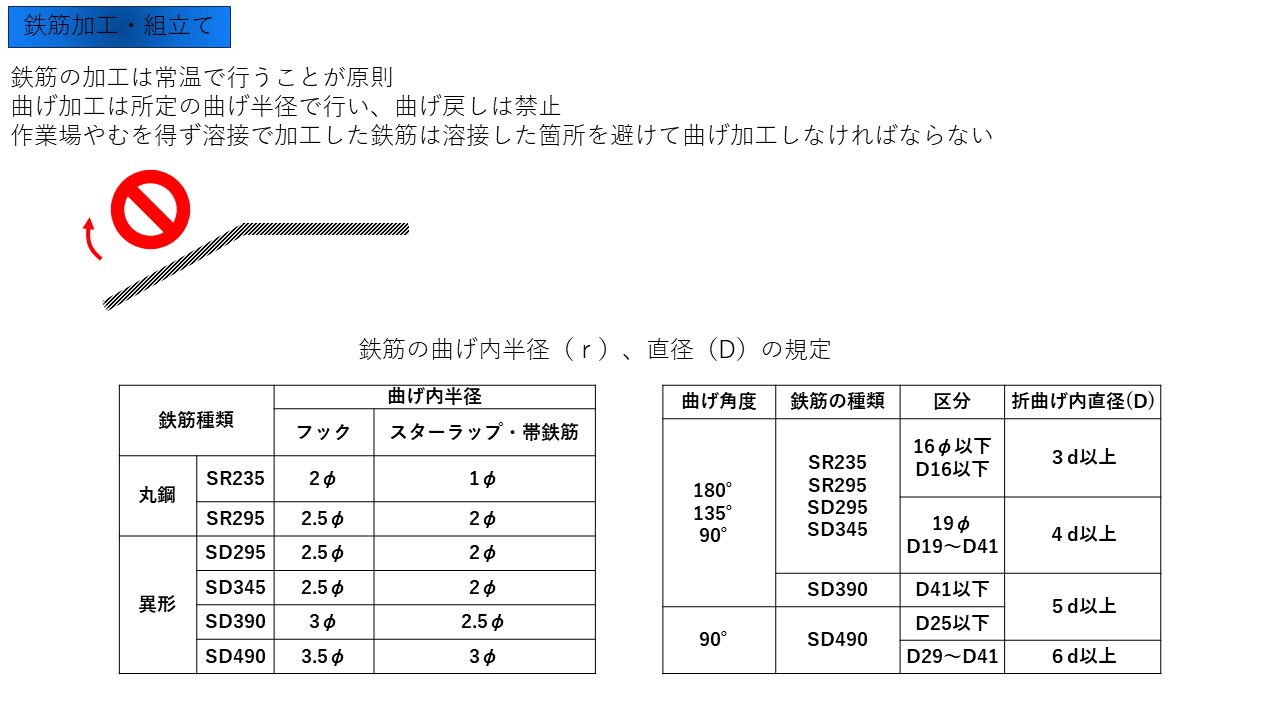
鉄筋の加工は常温で行うことが原則です。
曲げ加工は所定の曲げ半径で行い、曲げ戻しは禁止されています。作業場やむを得ず溶接で加工した鉄筋は溶接した箇所を避けて曲げ加工しなければなりません。
鉄筋を組み立てるときは、その交点を0.8mm以上の焼きなまし鉄線及び専用クリップで結束するものとし、溶接はしてはいけません。また型枠に接するスペーサーはモルタル及びコンクリート製のものを使用します。
帯筋やスターラップはその末端部に90°以上のフックあるいは溶接で閉鎖型にする必要があります。
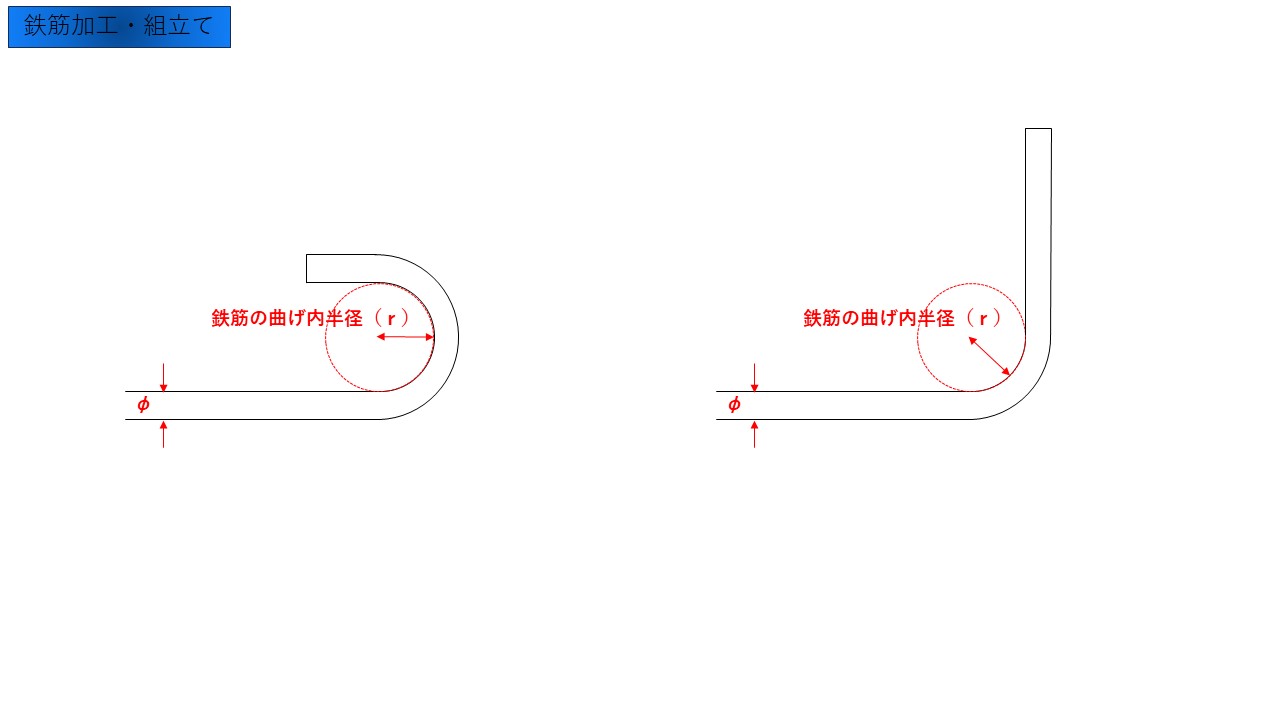
以下に鉄筋の曲げ内半径(r)の規定を示します。
| 鉄筋種類 | 曲げ内半径r | ||
| フック | スターラップ・帯鉄筋 | ||
| 丸鋼 | SR235 | 2φ | 1φ |
| SR295 | 2.5φ | 2φ | |
| 異形 | SD295 | 2.5φ | 2φ |
| SD345 | 2.5φ | 2φ | |
| SD390 | 3φ | 2.5φ | |
| SD490 | 3.5φ | 3φ | |
| 曲げ角度 | 鉄筋の種類 | 区分 | 折曲げ内直径(D) |
| 180° 135° 90° |
SR235 SR295 SD295 SD345 |
16φ以下 D16以下 |
3d以上 |
| 19φ D19~D41 |
4d以上 | ||
| SD390 | D41以下 | 5d以上 | |
| 90° | SD490 | D25以下 | |
| D29~D41 | 6d以上 |
あき・かぶり
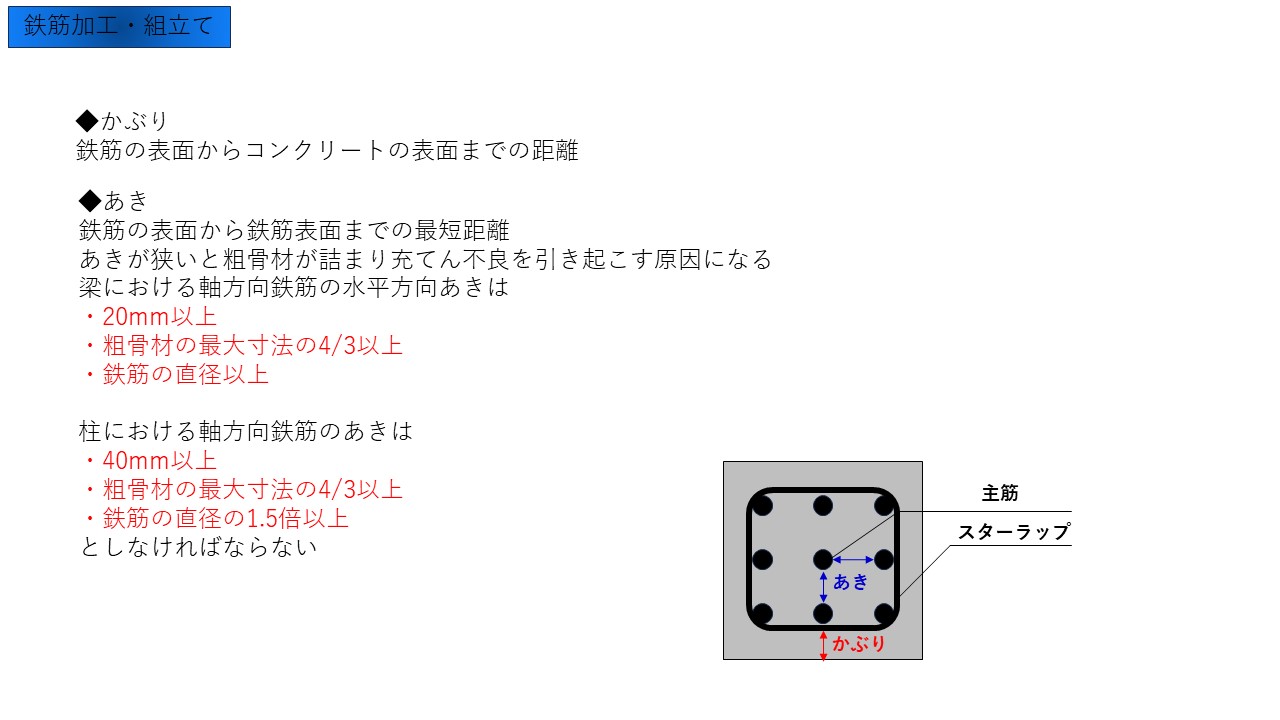
◆かぶり
コンクリートの”かぶり”とは、鉄筋の表面からコンクリートの表面までの距離をいいます。
このかぶりは鉄筋の腐食に対する耐久性に大きく関わってくる重要設計項目です。
◆あき
鉄筋の表面から鉄筋表面までの最短距離
あきが狭いと粗骨材が詰まり充てん不良を引き起こす原因になる
梁における軸方向鉄筋の水平方向あきは
・20mm以上
・粗骨材の最大寸法の4/3以上
・鉄筋の直径以上
柱における軸方向鉄筋のあきは
・40mm以上
・粗骨材の最大寸法の4/3以上
・鉄筋の直径の1.5倍以上
としなければならない
継手
鉄筋の継手の種類には主に
- 重ね合わせ継手
- ガス圧接継手
- 溶接継手
- 機械式継手
があります。
注意点は
- 同一断面に集中しないようにする
- 応力の大きい断面は避ける
ことです。基本的に継手位置は千鳥配置(位置が交互)にし、鉄筋直径の25倍離して配筋しましょう。
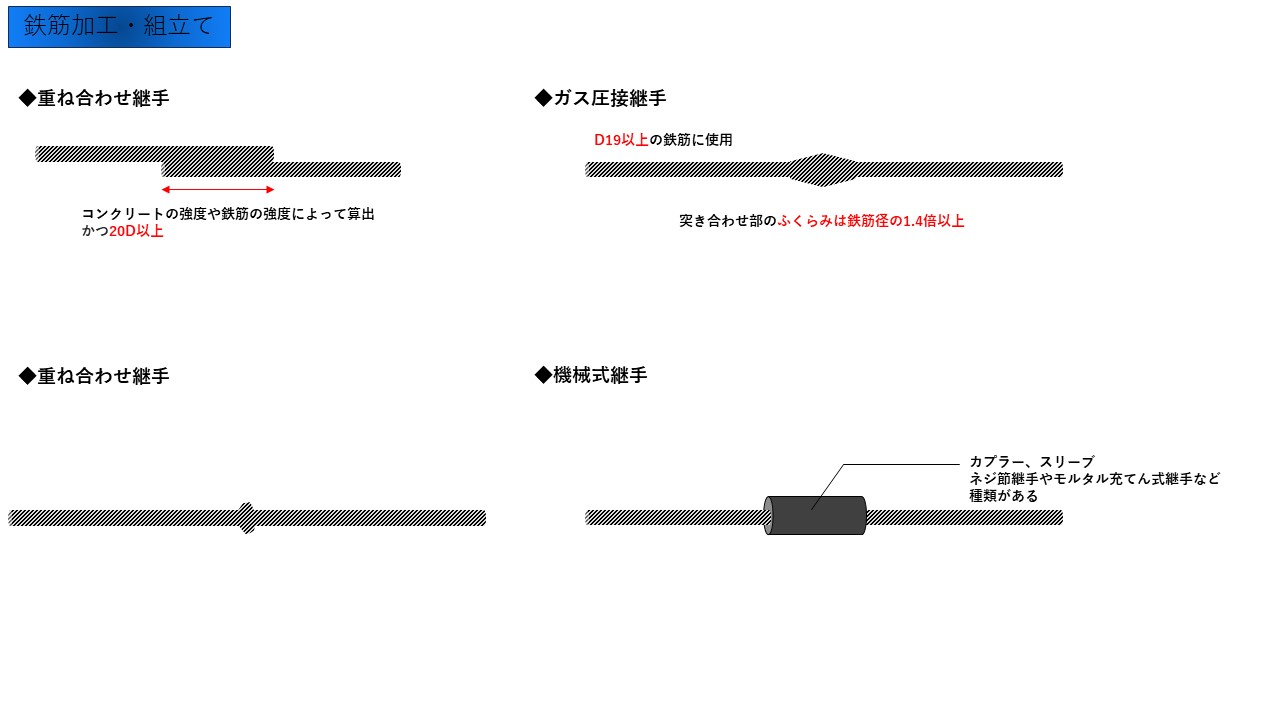
◆重ね合わせ継手
重ね継手とは、2本の鉄筋を一定の長さ重ねて結束線で結び、1本の鉄筋と同等以上の性能を発揮させる継手方法です。この方法は、コンクリートと鉄筋の付着により、一方の鉄筋に作用する力をもう一方の鉄筋に伝達することで、構造物に必要な強度を確保します。重ね継手の長さは「ラップ長」と呼ばれ、その長さや配置には特定の規則があります。
重ね継手の長さ : 重ね継手は、鉄筋同士を基本定着長分重ねる継手です。コンクリートの強度や鉄筋の強度によって、重ね継手の必要長さが変わります。一般的には、直線重ね継手の長さは20D以上とされています。
継手位置のずらし方: 隣り合う継手配置にしないため、千鳥配置にする必要があります。継手位置を軸方向に相互にずらす距離は、鉄筋直径の25倍の長さ以上とします。
◆ガス圧接継手
ガス圧接継手は、鉄筋の端面同士を突き合わせ、酸素・アセチレン炎で加熱しながら軸方向に圧縮力を加えて接合する方法です。この技術は、コストが低く、鉄筋の継手性能に対する信頼性が高い工法です。
一般的にD19以上の鉄筋に使用します。
また突き合わせ部のふくらみは鉄筋径の1.4倍以上にする必要があります。
◆溶接継手
溶接継手は鉄筋端部や接合部に熱を加えることで溶融させ、鉄筋を結合させる工法です。
主な溶接継手にはフレア溶接が用いられます。
◆機械式継手
溶接やガス圧接をせずに鉄筋と鉄筋をカプラーやスリーブを用いて結合する方法です。
スリーブの挿入長さによって引張応力の伝達が異なります。
コメント